


E-Archive

Interview
in Vol. 25 - January Issue - Year 2024
Mechanical Surface Treatments Can Significantly Reduce the Carbon Footprint of a Component

Oliver Maiß, Head of Research and Development and Design of ECOROLL
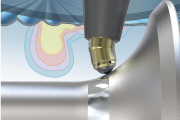
Graphic deep rolling
Lightweight Design

CO2 Result
MFN was able to get an interview with Dr. Oliver Maiß, Head of Research and Development and Design of ECOROLL.
(?) MFN: Good afternoon, Dr. Maiß. Thank you very much for taking the time for this interview.
Can you first introduce yourself and ECOROLL AG so that readers get to know you?
(!) O. M.: Hello, thank you for this opportunity. ECOROLL AG is the technology leader in the field of mechanical surface machining by roller burnishing and deep rolling. Unlike shot peening, we continuously press onto the surface with our tools. This results in a particularly high surface quality, and at the same time the near surface area is compressed. Our tools are capable of introducing very high residual compressive stresses at great depths, which enables us to achieve a particularly large increase in service life.
At our plant in Celle, Germany, we develop, produce and sell the tools for roller burnishing and deep rolling. And beyond that, we support our customers in designing the optimal process.
I myself am head of research and development and design at ECOROLL AG. I have been with the company since 2018 and took over the department management in 2019. Before joining ECOROLL, I was at the Institute for Manufacturing Technology and Machine Tools (IFW) in Hanover and wrote my PhD thesis on the subject of hard turning and deep rolling of cylindrical roller bearings.
(?) MFN: Thank you very much for this short introduction. I think it's clear that you've built up a lot of expertise in the field. We look forward to your sharing on this a bit with us and the readers.
You are currently dealing a lot with the topic of CO2 balancing for deep rolling. Why?
(!) O. M.: Climate change is a global problem and presents us as humanity with enormous challenges. Of course, we as a company also want to make a contribution here. Now, in many research projects, deep rolling is often motivated by the fact that we can use it for lightweight design and thus save resources. In general, then, the process is perceived as positive for the climate.
To be able to use this effect even more, we wanted to deal more with the topics of deep rolling and CO2 in terms of content and also on the marketing side. Of course, it is good for us as a company if many customers switch to the process. I don't want to hide that at all. But, and I personally really believe, if the process is really positive for the climate, then it is our responsibility to use this process wherever it can make a meaningful contribution to CO2 reduction. For this reason, we started an internal project a good two years ago to better understand the connection between the CO2 footprint of a component and deep rolling.
(?) MFN: Okay. What exactly was the goal of the project?
(!) O. M.: We have set for ourselves three targets. On the one hand, these were internal, and on the other hand external, i.e., with our customers. The top goal was to create a way of evaluating how strongly the deep rolling process affects the carbon footprint of a component. So, it was about building knowledge at our end. Secondly, we wanted to pass on this knowledge. So it is explicitly part of the project to distribute the results as widely as possible. This includes conferences, customer presentations or even interviews, like this one. And as a third goal, we also want to increase the motivation of our employees. The topic of purpose is becoming increasingly important for the younger generation, but it doesn't stop with older colleagues. Those who see meaning in their work will do it even more conscientiously. And that involves everyone at our company. From the managing director to the warehouse staff. Everyone makes a contribution.
(?) MFN: How did you go about achieving these goals?
(!) O. M.: First, we looked for support. In Germany, there are competence centers for the topic of digitization, funded by the federal government. We found excellent support in the competence center in Hannover. That's because Prof. Christoph Herrmann's Institute for Manufacturing Technology and Machine Tools at the Technical University of Braunschweig is also a member of the center. He is considered one of the absolute experts in the field of life cycle engineering. Together with the center, we set up a project in which we carried out a so-called life cycle assessment. To do this, we took a sample component and a typical rolling process and performed a cradle-to-grave analysis using databases.
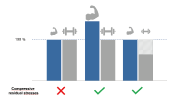
However, the basic consideration of the project was first to define the application for deep rolling. In principle, it is known that deep rolling can extend the service life of dynamically loaded components. Now, the increase in service life can be used in two different ways. On the one hand, a component can remain as it is. This means the material input remains the same, but the component can be used longer. This is crucial if the component has to be replaced regularly anyway. The second case is the one that is more important for us now. The component is already designed to be fatigue-resistant anyway. In that case, increasing the service life with the same dimensioning makes no sense. Here, however, we can save material with a lightweight design approach. We have taken a look at such a component.
(?) MFN: What exactly did that look like then?
(!) O. M.: Basically, we have considered three cases. In the first case, we proceeded purely theoretically. Here we assumed a component with 1kg of steel and carried out the LCA without rolling process, then a second LCA with rolling process, but now with 5% material savings. Here we made some assumptions, which we fed with data in the second step. For this purpose, we started from a published project in which rolling bearings were investigated by means of deep rolling. The lifetime increase was 150%. With the data we have calculated and have taken to the result that a bearing a bit smaller firmly rolled has the same life span. We entered this data into our model and were first able to evaluate a real test in terms of CO2. Finally, we wanted to make a comparison of three components: "turned", "rolled" and "rolled + less material". And we also wanted to evaluate the energy consumption of the rolling process.
(?) MFN: That sounds like a very structured approach. What kind of result did you get?
(!) O. M.: The results have been very different. In our own test, i.e., the last part, we unfortunately had a few unforeseen effects in the material, so that the scatter in the test was very large and the increase in service life was rather low at around 10%. Thus, the effect on the carbon footprint is also rather in the single-digit percentage range. On the positive side, however, we were able to use a parametric study for the rolling process to evaluate the additional energy consumption of the machine tool for the rolling process as a function of parameters. In short, the additional energy can be almost neglected.
For the rolling bearing, on the other hand, we achieved a very good result. We took the service life tests and also the rolling tests from publications that I myself wrote as part of my dissertation. I was therefore able to assess and use the data optimally. If we consider the lifetime increase by a factor of 2.5 and the downsizing mentioned here, we can save around 33% of the steel material. Translated into CO2 equivalents, this means that the CO2 footprint of the bearing can be reduced by 31%, which I think is a remarkable result.
(?) MFN: That's right, it seems quite good. So where are the limits of your consideration?
(!) O. M.: Unfortunately, we are not yet finished with the project. Basically, we still owe the proof that we can really produce two components with exactly the same service life, whereby one contains less material.
And then we created a great theoretical process with this project. There is a scheme that anyone can use to determine, in as much detail as they want, their carbon footprint for deep rolled components. Also, the rough estimates with the data from the project are already pretty good, but just that: they are rough estimates. It would be nice if we could automatically feed a calculator with more real data to get a better estimate. Because, if it has to be more precise, then there's no getting around a very detailed LCA and you also have to design the deep rolling process even better and more elaborately.
(?) MFN: Can you use this data in the meantime? Or do customers use the knowledge?
(!) O. M.: We have only just started to make the topic public in the middle of 2023. The initial feedback has been very positive, and we already have a number of appointments planned with major customers who want to discuss this very topic with us. So yes, the results are being used, although not yet in such a way that I can give you an example component.
(?) MFN: That will surely come soon. Thank you for your time and the detailed project description. All the best for the future.
(!) O. M.: Thank you very much.
MFN would like to thank Oliver Maiß for this interview!
For Information:
ECOROLL AG Werkzeugtechnik
Hans-Heinrich-Warnke Str. 8
29227 Celle, Germany
Tel. +49.5141.9865-0
E-mail: mail@ecoroll.de























