


E-Archive

Good Vibrations
in Vol. 25 - January Issue - Year 2024
Multivibrators Cut Finishing Time from Days to a Few Hours

The workpiece is attached to the bottom of the processing bowl (center). The media is automatically transferred from the lower intermediate storage hopper to the upper loading hopper.
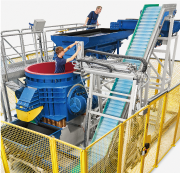
The processing bowl has an internal diameter of 1,600 mm
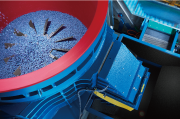
A specially prepared blisk dummy was utilized for the processing trials

The MV 50 multivibrator runs fully automatically. All the operator has to do is to supervise the finishing process

Plastic media create very smooth surface finishes on the tough-to-machine materials that the blisks are made of
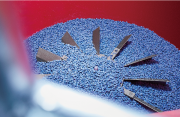
Plastic media create extremely low surface roughness readings for the special shapes of the blisks and the materials they are made of
To achieve high operational efficiency, low fuel consumption and reduced noise emissions, components exposed to intensive airflow must have a high-quality surface finish. This applies especially to rotors, for example blisks, in the compression section of aircraft and stationary turbines. The recently developed multivibrator mass finishing machines can handle such complex components with diameters of up to 1,300 mm.
High-quality finish on intricate
surface areas
The turbine blades in jet engines must have a very smooth finish. But the blade edges must maintain their original contours and cannot be rounded. At the same time the surface finishing processes must be very precise and absolutely repeatable to consistently meet the strict finishing specifications. This is particularly critical in the aerospace industry.
Especially the turbine components of jet engines, they must have a consistent, high-quality surface finish within very tight tolerances. Since such tolerances are very difficult to achieve with manual finishing operations, the turbine manufacturers are looking for purely mechanical, automated solutions. Cost reduction requirements are another reason to get rid of manual operations.
Multivibrator mass finishing machines have proven to be excellent tools for the consistent and high-quality surface finishing of complex workpieces such as turbine components. Contrary to conventional rotary and tub vibrators, in multivibrators, the intensive motion of the grinding media on the surface areas of the workpieces is achieved with a relatively low amplitude. This generates perfect surface finishes within surprisingly short cycle time but leaves the component edges intact. Another benefit of the multivibrator process is that the processing media contacts the entire workpiece surface, even very small corners. This represents a decisive advantage over any kind of manual finishing operation!
Since the workpieces are firmly anchored in the bottom of the processing bowl, they undergo the same movements as the bowl itself. This produces a high pressure of the processing media on the workpieces, resulting in surprisingly short cycle time. Compared to manual finishing operations, the multivibrator systems reduced the processing time for a wide range of workpieces from several days to just a few hours!
Repeatable, consistent finishing results
Consistent, absolutely repeatable finishing results can only be achieved if the processing parameters for every workpiece are identical and can be maintained for a long period of time. It demands the automation of surface finishing processes and minimizing or completely abolishing any manual operations. This applies not only to the actual grinding process but also to the entire process chain.
For this reason, when a leading company in the field of mass finishing is developing a multivibrator system, it looks at the entire process – for example, placing the workpieces into the processing bowl, the automatic replenishment of the processing media and the cleaning of the process water. The result is an absolutely stable, consistent finishing process that produces the desired surface finishes on every single workpiece.
Designed for finishing large
components
Modern, eco-friendly and quiet jet engines require large turbines with large rotors and blisks. Even though hundreds of multivibrator systems of the MV series are operating around the world, to date, there has not yet been any mass finishing systems available to handle such large components. Therefore, the company developed the new multivibrator, model MV 50, with an internal diameter of 1,600 mm. This is the first mass finishing system in the world that can fully automatically finish blisks with diameters of up to 1,300 mm: Once a component has been anchored in the machine, the entire process runs without any manual operation whatsoever.
Besides turbine components, the new machine can also handle forging tools requiring the same high-quality surface finish. Only a very smooth surface of the forging tools guarantees the desired high-quality of the forged components.
Absolute stability of the entire
finishing process
The new MV 50 multivibrator systems are fully automated: Apart from placing a raw workpiece into the processing bowl and removing the finished component, the entire process runs automatically. Usually, the workpiece is externally mounted to a clamping device equipped with protective deflectors. This ensures that neither the workpiece nor the processing bowl are damaged during the loading/unloading operation.
For large, heavy components with diameters of more than 1,000 mm the finishing system can be equipped with an integrated crane. It places the clamping device with attached workpiece in the bottom of the processing bowl, where it is magnetically affixed.
Once a workpiece has been placed in the machine, the processing bowl is automatically filled with media. Then several vibratory motors induce a vibratory motion in the processing bowl. Since the workpieces are firmly anchored in the bottom of the processing bowl, they undergo the same processing as the bowl itself. This results in a very intensive – but at the same time very gentle – interaction between the media and the workpieces and produces a uniform, highly homogeneous, smooth finish of all surface areas. Depending on the initial surface conditions, the final surface roughness readings amount to Ra = 0.2 to 0.4 µm. Because of the extremely low vibratory amplitude, very little material is removed from the functional edges of the workpieces so that they maintain their original contours.
Upon completion of the finishing process, the processing media is discharged from the processing bowl. Residual media sticking to the workpiece is automatically rinsed off with a rinse nozzle that – controlled by laser sensors – moves around the workpiece. The water utilized for the rinsing operation is recycled process water. With a special camera and viewing screen the operator can check if all residual media has been removed. Finally, the finished workpiece is removed from the processing bowl.
Absolutely constant media quality and quantity
For the finishing operation of blisks, the company has developed the special grinding media, type AF. On the typical materials used for making blisks, this media type creates extremely smooth surface finishes with very low surface roughness readings, irrespective of how complex the workpiece shape may be.
Since a constant media quality and quantity in the process is essential for achieving the desired finishing results, the media transport and classification also takes place fully automatically.
Upon completion of the finishing process the pneumatically activated unload plug in the processing bowl is opened. This causes the media to be discharged from the bowl and collected in a storage hopper. From there the media is sent over a bar screen for removing undersized pieces. This ensures that only media with a precisely defined size remain in the system. A conveyor belt transports the classified media into the loading hopper above the processing bowl. The system is now ready for another finishing cycle.
To achieve utmost process stability even the return of the media into the processing bowl is automated: After each finishing cycle, the media in the loading hopper is automatically weighed and, if required, new media is added from a special replenishment hopper. The process water coming from the finishing process, containing media and metal fines from the workpieces, is automatically cleaned in a centrifuge and then returned to the processing bowl. This closed system for recycling process water reduces the consumption of fresh water by up to 90%.
The end result – Absolutely
consistent, high-quality
finishing results
Compared to conventional finishing methods, the multivibrator system significantly reduces the required process time. In addition, the optional integrated loading crane, the magnetic fixation of the workpieces in the process bowl, the automatic media transport and classification as well as the process water cleaning and recycling minimize the personnel costs and significantly reduce the overall operating costs.
Moreover, the protective impact deflectors on the workpiece clamping device and the magnetic fixturing system guarantee that during the load/unload operation neither the workpieces nor the processing bowl are damaged. This ensures perfect and absolutely consistent finishing results. The first MV 50 multivibrator has been delivered to a customer active in the aerospace industry and will be commissioned shortly.
Contributing Editor MFN and General Sales Manager at Walther Trowal GmbH
Tel. +49.2129.571 207
E-mail: c.cruse@walther-trowal.de























