


E-Archive

Articles
in Vol. 2 - August Issue - Year 2001
Surface Finishing after Shot Peening (Aircraft Engine Overhaul)

Various types of blades to receive vibratory finishing

Picture 1: Fan blades in vertical fixture

Picture 2: Fan blades prior finish

Picture 3: Fan blades after finish
Picture 4: Compressor blades

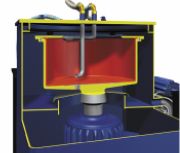
Picture 5: Trowal bowl with screen deck
Direct Drive Trowal Centrifuge
USF Walther Trowal GmbH & CO. KG is a pioneer in surface finishing located in Haan, Germany, with worldwide facilities and representations. It manufactures finishing machines, abrasive media & compounds as well as water treatment plants for finishing effluents.
I. Why is Surface Finishing needed on certain shot peened components
Shot peening is producing spherical caps onto the surface of the component creating a roughness of 2 - 40 µm depending on the shot peening materials.
Aircraft engine components such as fan blades and compressor blades require a flexibility against fatigue and, therefore, have to be shot peened. But also these components are made for air compression during its function. For this purpose the surface of the blades, especially the airfoils have to be smooth. The smooth surface on the airfoils avoids vortex and corrosion due to possible dirt settlements.
Spherical caps in the surface produced by shot peening would collect dirt on the airfoil during take-off and landing of an aircraft. These settlements again generate vortex and decreases the power of an engine tremendously.
Intermediate high water pressure cleaning processes will be required to regain the performance of the engine and avoid deep erosion in the blade surface.
All these processes prior to a major overhaul of the aircraft engine are expensive procedures. The aircraft has to be grounded for intermediate cleaning and the eroded blades have to be scrapped and replaced too early. A smooth surface finish of the fan blades and compressor blades will maintain the engine performance much longer due to less vortex and erosions. The dirt won't settle so easily because the air stream is not facing any surface resistance and air friction.
The smoother the surface, the better the performance and the longer the interval of intermediate cleaning.
The surface finish requirements on compressor blades are more and more set to a higher standard by the aircraft engine manufacturers. 2 of the reasons are mentioned above but another very important reason is the fuel saving by maintaining the power requirement for a longer period of time.
The better the engine performance the less fuel is consumed; the quieter the take-off and landing at lower engine RPM the lesser air pollution is produced by an individual aircraft.
Surface finishing of fan blades and compressor blades is, therefore, a major process in the aircraft engine industry.
II. What is Surface Finishing
A relatively rough surface of a component will be exposed to an abrasive plastic or ceramic media loaded in a vibratory finishing bowl or trough.
The components are either loaded to the vibrating media mass in a loose condition or held in the mass by fixturing.
Water and chemical compound are required for the process to avoid dust and settlements of abrasive and metal wear on the parts. A constant addition of water and compound will guarantee the immediate removal of the media and metal wear from the work bowl. The part stays clean during the entire process.
The abrasive media is normally shaped to a certain geometry and slides or vibrates over the rough surface of the component. It removes the peaks by smoothing the surface constantly. The degree of surface smoothness is achieved by the pressure of the media towards the part surface in combination with the time of the process.
The shape of media is selected for the work to be done. Geometries as cones, cylinders and ellipse produce a surface contact while sharp edges on media as triangles, stars and arrow heads produce an edge contact. For fine surfaces the cones, cylinders and ellipse shaped media is more adequate.
The finer the grade of abrasive in the media the better the surface roughness but the longer the cycle time. The media quality and geometry determine the achievable surface roughness. Coarse media removes metal faster than fine media but only to a certain extent. Coarse media allows a surface roughness of i.e. Ra 1.5 (RMS 60) only while fine media produces a surface roughness down to Ra 0.1 - 0.2 (RMS 4 -8).
The removal of the peaks on the surface can also be achieved by high density porcelain media which is almost not abrasive. The very heavy HD media is not removing but moving peaks to bend. The process is similar to the shot peening action but to a much lesser degree.
On very rough surfaces with sharp limited peaks and valleys the HD media can produce pockets which might create corrosion and erosion by easy settlement of dirt. On fine peened surfaces with narrow spherical caps the material elevations will be compressed by the HD media and might influence the compression stress produced during the shot peen process.
The material removal rate of the HD media is, therefore, less than from the abrasive media, but it has shown that the material removed from chord width and surface on fan blades is very little.
III. How to Surface Finish Fan Blades and Compressor Blades
The surface finishing process is conducted by using abrasive media, water and chemical compound in a vibratory finishing bowl or trough. The size of component will determine the type and size of vibratory finishing machine. Fan blades with a relatively large geometry require a larger vibratory machine while smaller blades or vanes are processed in smaller vibrators.
1) Fan Blades
Fan blades can measure up to 1.2 m length and 500 mm width. These components either require a large trough with dividers to form compartments for loose process run or a large trough vibrator with adequate fixturing devices. When fan blades need to be surface finished on the roots, too, the large trough with compartments is the most suitable machine. The parts can roll freely in the media and the divided trough can carry 2 or more parts per process. In case of finishing the roots is not required a fixturing device can carry 4 - 6 fan blades per batch without part against part impingement. 2 options for fixturing the fan blades can be chosen:
a) horizontally in a kind of squirrel cage where a self rotating fixture holds 2 or 3 fan blades at each end of the cage disc. The largest possible diameter of the rotary cage should not extend 2/3 of the trough cross section. The cage will only rotate freely and submerse in the media when this parameter is observed.
The machine should provide a 2 directional media roll and a variable speed adjustment. Due to the fixtured condition of the blades a more intensive process is created and the cycle times are shorter although the fixture rolls with the media roll direction.
b) a more intensive process is conducted in a trough vibrator with vertically fixtured blades. The blades are stationary and fixtured in the media flow direction. This process creates more media pressure towards the surface/airfoil of the fan blade and reduces the cycle time by half. Additionally the blades can be directed by the flexibly adjustable fixture to the media flow and position the media roll in the direction towards the airfoil (see picture 1).
Due to the submersion of the fan blades into the relatively deep trough more pressure is produced at the blade tips than at the roots. This again complements the requirements as per engine manufacturers specifications. The tip area mainly requires a better finish than the root area which limits the metal removal rate (see picture 2).
The fan blades holding device with adequate root fixturing is automatically lowered into the media mass and clamped hydraulically to the trough rim to form a compact unit. The media cannot attack the fixtures or the holding and lowering unit. This prevents a mechanical wear on these items compared to the horizontal processing method.
For the vertical fixturing process the machine has to be utilised with variable and rotational drive change.
The operator has only to handle the fan blade itself, not the blades and the fixture. A hoist will not be required for operating the vertically processing trough (see picture 3).
Walther Trowal recommends the newly developed plastic bonded abrasive media V2030 for this process, available in cone sizes from 12, 16, 19, 24 and 29 mm, which is already used by many overhaul shops. The media was just approved by Rolls Royce, too, where the almost uncontrollable paste (slurry) process used to be specified for the achievement of vibro-polished surfaces.
2) Compressor Blades and Vanes
Smaller compressor blades and vanes should be surface finished in circular vibratory bowls utilised with internal separation unit.
Blades and vanes are loaded into an adequate media mass located in the bowl. A greater number or even a set of blades or vanes can be processed together in the machine in one batch.
The necessary water/compound solution is added constantly to the media mass and ensures a clean environment during the entire process cycle.
When components are finished to the required surface roughness a separation flap will lower into the parts and media mass and guide it onto the internal screen deck for separation. The media size and shape has to be determined for small corners and edges on the parts as well as screenability from the parts. The blades and vanes do not impinge during the process even though they occasionally touch each other within the mass. The setting of the machine is an important factor complemented by the RPM and amplitude of the vibration.
(see picture 4)
Normally, when the blades and vanes are finished and separated on the screen deck, not cushioned by the media, a hand pick should be considered. A proper processing machine is utilised with a closed screening area guiding the components back into the media mass when the operator failed to pick it up. This feature avoids parts dropping and falling on each other at the standard machine outlet.
For the fine finishing process also the media V2030 is recommended but in a smaller size. Overhaul companies which are using both the fan blade and blade and vanes process can run the undersize and small media from the fan blade machine in the bowls provided the components are made from the same alloy.
For the "incoming" blades and vanes during the cleaning process mainly ceramic media as small triangle or ellipse shapes are recommended. These shapes will also remove residues and dirt from the roots easier without removing too much metal from the parts.
IV. Effluent Treatment or Recycling
When having a process for surface finishing of jet engine components which produces a fuel saving and reduces noise development, why not continue the environmental considerations?
All the surface finishing processes require water and chemical compound. During the finishing process this solution loads up with abrasive wear and metal fines before it drains.
This dirty water can be cleaned and recycled together with the compound and reused for the process.
A Trowal effluent treatment centrifuge will continuously remove the sludge from the dirty water in a centrifugal basket. The cleaned process solution, water and compound, can be recycled in the finishing process.
The centrifuges operate with a G-force of approx. 2000 and remove all fines from the effluent but leave the compound in the water. This procedure allows full recycling of the process water. Evaporated water will automatically be replenished and blended with the necessary amount of compound to maintain the proper percentage of the processing solution.
A manually discharged centrifuge can clean effluent up to 1000l per hour while automatic centrifuges with incorporated peeling knifes can process up to 2000 l of effluent per hour. The cleaning capacity allows several vibratory finishing machines to be served since a large trough vibrator will only need approx. 200 l of compound solution per hour or the circular bowls only 120 l per hour.
But: recycling of process water is only possible when one type of compound is in use for all the vibratory machines. Also, in the aircraft engine overhaul industry titanium and steel metal have to be kept separate, therefore, all titanium processing machines and all steel, nickel based and Inconel processing machines have to form a separate loop in effluent treatment.
Effluent treatment with recycling provides an economical and environmental advantage because:
saving of compound up to 80%
-saving of water consumption up to 90%
-no water drainage
-no hazardous sludge by blending with other effluents
-relatively dry sludge by mechanical cleaning
-only real sludge amount with low water content
-no drain clog of under ground piping
-no approval required by authorities due to recycling.
Walther Trowal offers complete solutions and is capable of handling and supplying all needed equipment, consumables (media & compounds) and environmental installations out of one hand.
For Information:
Walther Trowal GmbH&Co.KG
Rheinische Str. 35 - 37
42781 Haan, Germany
Tel: +49-2129-571-0
Fax: +49-2129-571-225
E-Mail: info@walther-trowal.de



























