


E-Archive

Articles
in Vol. 3 - February Issue - Year 2002
CNC Wet Peening at MTU Maintenance Hanover GmbH

CNC wet peening machine for ceramic beads

View from the hydraulically driven loading station at the 12 nozzles supported by 2 CNC nozzle movement units

Almen fixture with 4 holders (left) and HPC blade of GE CF6-50 in silicon socket (right)

Almen fixture with 14 Almen blocks using "scrap" fan blade of GE CF6-50 in silicon socket
There are a number of reasons which speak for wet peening. However, the avoidance of workpiece contamination, improvement of the surface quality as well as better working hygiene may be the most significant advantages.
At MTU Maintenance Hanover Germany, in all, about 7500 airfoils have to be wet peened each year. These applications require ceramic beads and the intensities range between 18-28 N(") Almen. Most of the parts to be wet peened come from the General Electric engines CF6-50 and CF6-80C2 as well as from the Pratt & Whitney engine PW 2037. The CNC wet peening machine MTU has chosen operates with 12 nozzles and all important peening parameters are closed loop controlled. This new machine was delivered by the Swiss manufacturer Baiker AG. MTU Hanover and MTU Munich have in total approx. 20 peening or blasting machines from this manufacturer.
However, in the following the wet peening process in general shall be the subject.
Contamination
In order to avoid contamination (e.g. residues of steel shot), users may chose ceramic or glass beads. These usually very fine bead sizes are not easy to control with a dry process. Using the Baiker AG's closed loop media flow control system for wet peening even the finest beads can be handled. Since the water binds the media, contamination is unlikely. For in cases of contamination of critical parts, the wet peening machine can stop adding beads to the water and flush the parts with pure water.
Surface Quality
Wet peening results in a very smooth surface. The water which basically embeds each single bead, enables a much more uniform pressure transfer from the beads to the workpiece. This effect is responsible for the smoother surface compared to dry peening. The quality improvement might, depending on application, even reduce or eliminate further treatments such as vibratory finishing.
In addition, wet peening allows the usage of much finer beads, which besides the lower intensity, also contributes to a better surface quality.
Working Hygiene and Safety
Since for certain applications very fine bead media sizes are used, dry peening e.g. with glass would result in a large dust and glass shiver development. That is hard or even not to control. It also would require a higher effort in maintenance and cleaning. Certain airlines in Europe are especially against a dry peening with glass, since they regard the shivers to be a safety hazard for the operators. Using wet peening technology, the dust and the glass shivers are bound with the water.
Process
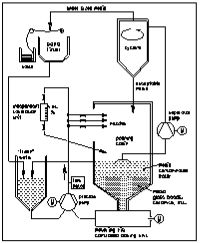
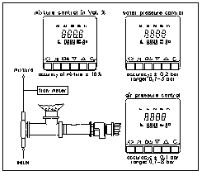
The controlled water pressure in the process can be regarded as the beads carrying media, whereby the air pressure is responsible for the actual acceleration of the mixture.
One of the key problems is the accurate flow rate control of the beads/water-mixture.
The very common stirrer in a water silo, stirs only the media in the water and can under no circumstances be regarded as a controlled flow rate. Baiker AG has taken a completely different approach to offer a real closed loop media flow control. To determine and to predict the media/water ratio , the media has to be separated from the water in each peening cycle. A screw conveyer installed below the cabin funnel is always covered by a thick layer of wet beads. This media is then let to the screw conveyer. On the outlet of the screw "fresh" water is added according the to the (Vol.%) required.
Using such a system, an accuracy of the mixture of ±10 (Vol%) with a repeatability of ±5% can be guaranteed. With an independent calibration unit, which is part of the system, accuracy and repeatability of the media flow rate can be checked at any time required.
Media Preparation
An additional advantage of the wet peening application is the rather easy way of doing the media preparation.
Using the principle of gravity (broken and undersized beads are lighter than acceptable beads) media is led over a hydro cyclone and the unacceptable beads are separated and collected on a band filter. So the quality of wet media preparation compares to dry media preparation much better which again results in a smoother surface. Very common media to be used for wet peening applications are ceramics as well as glass beads.
Summery
Many European airlines and European aerospace industries count on the advantages of wet peening. However, the wet peening process still seems to suffer from it's bad reputation from the very early days, when systems were leaking and no flow rate accuracy or repeatability was reached. Especially in the USA the nowadays sophisticated wet process is not well accepted, even though it offers a wide range of proven advantages.
For information:
MTU Maintenance Hanover GmbH, Müncher Strasse 31
30855 Langenhagen, Germany
Tel: +49.511.7806 4471
Fax: +49.511.7806 660
e-mail: mtu.maintenance@haj.mtu.de
Internet: www.mtu.de
Equipment Manufacturer:
BAIKER AG
Tel: +41.1.810 73 77
e-mail: info@baiker.ch
Internet: www.baiker.ch



























