


E-Archive

Cover Page
in Vol. 3 - May Issue - Year 2002
Peen Forming feature Possibility for Wing Skin Fabrication

Author: Guy Levasseur, Director Business Development, NMF Global

Galaxy Corporate Jet
Picture 1

Picture 2

Picture 3
Picture 4
Picture 5
Picture 6

Picture 7

Picture 8

Picture 9

Picture 10
NMF Global is a leader in wing skin fabrication. A wing skin is the component that covers the structure of the wing providing lift and acting as the fuel tank for today's modern jetliner.
To design a wing has been a trade secret for decades and still is. Since the performance of the aerodynamics is the marketability of the aircraft, this is a vital secret. Of course all the components in the aircraft design are important, but none equals the scale of the wing.
Designing a wing involves a lot of the "needs" for the market sector for which the aircraft is intended. Fuel consumption, distance and weight at take off are all factors that influence how a wing is shaped.
Wings, contrary to other components of the aircraft are not solely intended to be light, they have to perform a mechanical function for the plane and these features will prevail on what type of design is applied.
Limitations on wing design have in the past always been driven by the availability of the process, the more exotic the shape, the better sweep is obtained, therefore the less drag is produced by the wings. In the 1960s, when the 747 was first built, its wings were based on available technology and were the most advanced and aerodynamically shaped of its time, even though, quite crude in design according to today's standards.
Boeing, was a pioneer by using peen forming to form its wing skins, but the fabrication techniques were at their infancy and only long sweep curvatures with very little dihedral shape could be achieved.
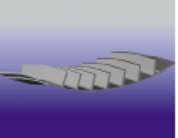
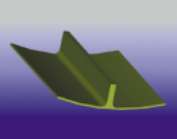
A dihedral curvature is a "horse saddle" type of shape (see picture 1) that enables a wing to be able to carry more fuel at the inboard end, and still remain narrow at the wings extremities in order to minimize drag. (picture 2) Since the wing of an airliner acts as its fuel tank, the shape it has will have a direct influence on its range.
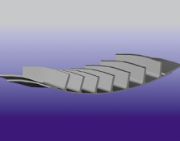
Presently, peen forming has advanced by leaps and bounds. Due to restrictions on raw material availability and or mechanical property of the aluminium, the shape of the wing has prevented it being machined 5 axis from a thick billet (picture 3). Also, the thicker the raw material, the lower the mechanical properties can be guaranteed by the mill. This is where peen forming comes to the rescue.
Any type of aluminum can be peen formed. Peen forming on 2000 and 7000 type alloy aluminums is currently performed on many aircraft, ranging from small to very large aircraft. It was believed that because of its high yield properties and because it has better material memory, 7000 type aluminum alloys could not be peen formed or had to be formed using a different method of fabrication. This has proven to be wrong. 7000 type alloys can be peen formed.
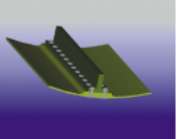
That being said, no two models of wing are made alike and or have the same assembly method. Based on the aircraft performance requirements the wing may be designed with integral stringers (picture 4) which saves the cost of attaching stringers on the component but are more suitable for aircraft for which the wing span (from center line to outboard) does not extend more than 20 meters. This limitation is not caused by peen forming, it is caused by the amount of aluminium that can be extruded and or rolled at once. Of course anything is possible, but the cost for these special aluminium plates would make this process prohibitive.
One of the best advantages of using peen forming is the possibility to use integral stringers (picture 4) that can be peen formed through the dihedral curvature (picture 5). NMF has a patent pending on this process.
This has enabled designers to create a better wing, increased rigidity and of course, with better performance, without adding splices, and or holes in the stringers and skins that creates stress risers and are often the main cause of crack and fatigue failure requiring more maintenance and reducing the life of the component.
Peen forming is also used for wing skins that use riveted stringers (picture 6) because of damage tolerance requirement or raw material size availability. For example, the main combined skins of the new A380 is 10 meters wide at the root of the wing where it meets the aircraft fuselage by more than 33 meters long up to the second engine. In this case an attached stringer is the only option, since no raw aluminium plate would be large enough or have the material property required for fatigue performance and life cycle requirements if the skin had integral stringer.
J or T integral type stringers (Picture 7), which are used more and more in the new regional jet market are the ultimate in the ratio performance / weight and are mostly used for the upper wing skins since the wing in this portion works in compression (picture 8). In this case, the only way that J or T type stringers can be used is machined in 3 axis (flat pattern generated from the 3D formed computer solid model) and then peen formed to contour.
No other forming method enables so much flexibility and ease of manufacturing which enables changes after the first few aircraft are manufactured due to assembly requirement and or engineering change.
Another of the possibilities that peen forming can enable is to combine wing skins to go for example from a 3 piece configuration to a single piece configuration as described in the document: UTILIZATION OF WING SKIN STRUCTURES VIA ADVANCED FORMING TECHNOLOGIES - FOR WEIGHT AND COST REDUCTIONS Presented at the International Shot Peen Conference Warsaw, Poland (ICSP-7) (September 28-30, 1999). (picture 9 before and picture 10 after)
Nowadays, long gone is the time when a designer would sit in a dark office decide on how the wing would be designed, manufactured, transported and assembled.
Today's process is very dynamic. The supplier is not only a manufacturer but he has ownership on how the parts are produced and together with the wing design group they will try to find ways to get to the needed product at the lowest price possible often by design changes or feature modification that, most of the time will result in a better part.
The supplier's interest now becomes the same as the OEM because, as a result of a less expensive wing skin, the more planes are sold the more components he will manufacture. This of course is leading to the supplier becoming himself a risk sharing partner, and absorbing costs, that usually would be absorbed directly by the OEM. Now the manufacturer is asked to amortize a lot of his own Non-Recurring cost on a set number of aircraft, assuming that this number of aircraft will be produced. Therefore, collaboration between the OEM and the wing component manufacturer has become an absolute must.
Peen forming being now the premier choice for forming wing skins, the process still has new ground to break. Automation of the process, design enhancements due to the peen forming possibility, and new aluminium alloys that push the known standards of the process.
These are all very critical decisions wing designers have to make to outperform the competition, but not only for today's level of performance requirement, but for future design consideration like the addition of an extended range version, upscalling of the model etc. In this regard, peen forming being a very flexible process, enables the use of an efficient wing design and makes variances possible at a very low cost.
Until the day that aircrafts will fly without wings, carved billets of aluminium human effort and peen forming knowledge advancement, will allow us to increase our horizon and continue developing aerospace into the 21st century.
Director Business Development
NMF Global, www.nmfglobal.com
E-mail: guy.levasseur@nmfglobal.com
Tel: +1.450 434 6114, ext 701
President
Quebec Aerospace Association (AQA)
www.aqa.ca























