


E-Archive

Articles
in Vol. 3 - August Issue - Year 2002
Statistical Process Control (SPC) for Peening Applications

bar diagram for machine failures
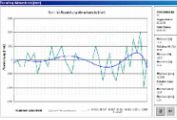
deviation of Almen arc height

frequency of a particular Almen arc height
Baiker AG in Switzerland is a manufacturer of Dry & Wet Peening and Blasting Equipment. It mainly works with the Aviation and Automotive Industries and most of the delivered equipment is CNC controlled. It was founded in 1935.
Using the means of computer controlled machines, all kind of trends, statistics and diagrams can be generated and displayed. However, not every diagram has necessarily a great value. So the key issue is, that manufacturer and end user are working together to develop a SPC concept which makes technical and economical sense.
Most technicians and engineers have been in a situation in which they had to look at a computer graph, believing to understand it, yet having no idea why they needed the information. Assuming a modern CNC peening machine, which can have most of its machine parameters recorded, it is fairly easy to provide all kind of graphs and diagrams. However, the difficult part is to filter all the possibilities and to concentrate on the necessities. When Baiker AG, the Swiss manufacturer of CNC shot peening and blasting equipment developed its new SPC concept, great care was taken to focus on all the different specifications as well as on the input of the end users. Various customers in the Aviation industries were consulted before the new software "Q-Com" was offered to the customer.
SPC for Peening Process Parameters such as Pressure, Flow Rate and Almen Arc Heights
It certainly makes sense to have a graph of the deviation of e.g. the peening pressure or media flow rate to its nominal value recorded over a period of months. However, one may reason, that having a closed loop control, the machine will shut down anyway if a certain tolerance is exceeded. So why look at a graph? By looking at the history of a certain peening process parameter, one might be able to explain why a certain peening result changed in a particular fashion.
For example: It allows one to observe the development of an Almen arc height over a period of time. A change in the Almen arc height versus time may provide several hints as to what might have happened. Of course the cause could be connected to a number of issues. It could be as simple as a change to a new media, slightly different nozzle position, or whatever else. But having also the time recorded, certain conclusions can be made.
SPC for Machine Failures
Every peening machine, no matter from what supplier, will have some failures over the years. What is important is to learn from of those failures and to try to prevent them in future time. Using SPC, one can record, that a particular failure happened (x) times in the last (y) years. That can either be a design fault, wrong handling of the machine or that part that is known to fail after a certain time. In the last case spare parts can be stocked accordingly.
Conclusion
Statistical Process Control (SPC) can be a very useful tool to increase the machine availability by analyzing the graphs and reacting before a problem occurs. Or in case of a special situation, it allows for a very efficient trouble shooting.
For information:
BAIKER AG
Dry & Wet Peening Technology
Alipenstr. 1, 8152 Glattbrugg
Switzerland
Tel: +41.1.810 7377, Fax: 810 9340
e-mail: info@baiker.ch
Internet: www.baiker.ch























