


E-Archive

Articles
in Vol. 3 - August Issue - Year 2002
Cast Steel Shot for Peening: Specifications, Manufac. Process and Control Plan

Giovanni Gregorat, Sales Manager, Pometon S.p.A.



Beside the standard steel shot, POMETON can also deliver special shot according to AMS 2431/1 and 2431/2, which are widely used in the aeronautical industry. The company can also produce a different hardness range according to customer's request.
This is a slightly-expanded version of a paper presented at the 2nd Shot Peening Workshop organized by Metal Finishing News and EI in Singapore on 10th & 11th June 2002
Introduction and Scope
Cast steel shot is one of several types of media mentioned in peening specifications, along with cut wire, peening balls and glass and ceramic shot. The choice of peening media depends on the type of material to be peened and on the required final result. Various specifications dictate what type of media is suitable for each application and how the process is to be carried out.
The scope of this presentation is to consider cast steel shot for peening from a manufacturer's point of view. We will not go into the actual peening process or into the effects of peening, as these topics are amply covered by specialists in these fields. Instead, we'll examine the types of raw material, how the shot is manufactured and what specifications and control plans help the producer to deliver a product which satisfies clients' requirements. We will consider a manufacturer whose quality system is certified according to ISO 9002. Although this description is based on an actual cast steel shot production process, some aspects may differ from one manufacturer to another. Nevertheless, it's fair to say that the basic concepts are common to all producers.
Definition
Cast steel shot is a shot made of molten steel which is atomized (or granulated) into particles which are more or less spherical. The finished product is achieved after a process of treatment and selection.
From a manufacturing point of view, peening shot has much in common with shot for blastcleaning, from which it differs mainly because of more stringent process and product controls.
Applications
Different applications require different types of media. Broadly speaking, we can identify two main categories:
1. Continuous peening, normally associated with automotive component parts.
The main requirements for shot are:
a) consistency of hardness
b) consistency of particle size
c) improved particle shape compared to blastcleaning material
d) choice of hardness range
This type of media is produced to higher levels of control and consistency compared to shot for blastcleaning.
2. Specialized applications, normally associated with the aerospace industry, where performance of components and safety factors are critical. In addition to the abovementioned characteristics, the shot manufacturing process must include:
a) tighter control over particle size and distribution
b) tighter control over particle shape and internal defects
c) conformity to internationally-recognized specifications or, in some cases, to clients' own specifications.
Compared to continuous peening, greater control is exercised over the peening process and media. This is reflected in higher prices. Based on the application, the user will tell the shot manufacturer what type of shot is needed and this is where specifications play a fundamental role.
Specifications
For continuous peening: users usually accept product specifications issued by the manufacturers, who define their own standards based on experience and on the requirements of their clients.
For specialized applications: as previously stated, some users have their own media specifications. Qualified shot manufacturers will accept these specifications after due technical examination and, if necessary, after reviewing them with the client. Clients' specifications are more common among aerospace component manufacturers.Unless they issue their own specifications, users with specialized applications will require media according to international standards.
The most widely-recognized international specifications are issued by SAE (Society of Automotive Engineers, Inc.). These specifications are identified by the initials "SAE AMS" followed by a series of numbers and letters, where "AMS" stands for "Aerospace Material Specification". For the sake of brevity, they are often simply called "AMS". Let's look at the most important AMS specifications concerning cast steel shot:
a) AMS 2431 Peening Media, General Requirements gives general guidelines on technical requirements, quality assurance provisions, packaging and marking for all types of peening media (cast steel shot, cut wire, glass, ceramic, etc.). Most importantly, it refers to other SAE documents which are essential for proper definition and identification of each single type of media. For example, it requires that cast steel shot for peening with hardness 45-52 HRC be manufactured and identified according to AMS 2431/1, which is a document in its own right.
b) AMS 2431/1 Peening Media (ASR), Cast Steel Shot, Regular Hardness (45 to 52 HRC) gives technical requirements and quality assurance provisions for the type of shot stated in the title. Among others, these requirements include chemical composition, hardness, shapes, defects, size distribution and microstructure. For some of these values, test methods are also specified.
c) AMS 2431/2 Peening Media (ASH), Cast Steel Shot, High Hardness (55 to 62 HRC) is identical to AMS 2431/1 except for hardness range.
d) AMS-S-13165 Shot Peening of Metal Parts covers procedure requirements. Unfortunately some users mistake it for a complete media specification, which it is not. Indeed it does give some requirements concerning media (material, size and shape) but hardness and chemical composition are not indicated, except for a fleeting reference to hardness range to be used for steel parts over 200,000 psi. While it is true that paragraph 3.1.1 states that shot shall conform to MIL S 851, it must also be said that MIL S 851 was cancelled a few weeks before AMS-S-13165 was issued! To further complicate things, the notice of cancellation of MIL S 851 refers to SAE J827 as a substitute for technical characteristics of cast steel shot, but this specification gives a different hardness range compared to AMS 2431/1 and AMS 2431/2. More importantly, J827 is not as stringent as AMS 2431/1 or AMS 2431/2 concerning the definition of acceptable and unacceptable shapes and internal defects. These characteristics are essential for the peening process because they influence the kinetic energy of shot. Hopefully reference to MIL S 851 will disappear from future revisions of AMS-S-13165 and will be replaced by AMS 2431/1 and AMS 2431/2, to which we recommend that users refer for their requirements of peening media. As a matter of curiosity, AMS-S-13165 is derived directly from MIL-S-13165C, which was cancelled in February 1998. Unfortunately there are still some users who insist on MIL-S-13165C as a media specification. Shot manufacturers cannot certify a product according to a specification which no longer exists, especially if their quality system conforms to ISO 9000 standards! Let's see how these specifications guide producers in their choice of raw materials and in the manufacturing process.
Raw Materials
Cast steel shot is made with steel scrap. Behind this simple statement lies the fact that manufacturers recycle several hundreds of thousands of tons a year of steel scrap all over the world. Proper selection of scrap is the first step in ensuring shot quality, but how do manufacturers go about this? It would be nice if the chemical composition and physical properties of scrap matched exactly what shot manufacturers need for their finished product, but unfortunately this is not the case. Proper selection tries to avoid scrap with high percentages of undesirable elements such as sulphur, phosphorous, chrome and copper, which are always present to some degree. Scrap must also be free from oil, grease or other pollutants which may lower yield or generate toxic emissions. The shape and size of scrap affect the efficiency and duration of melting operations and these characteristics must also be considered. Hence we see the importance of selecting raw materials with suitable characteristics, but this is not enough. The producer also needs to identify sources which can ensure continuity in deliveries and quality, since shot manufacturing is a continuous metallugical cycle and stoppages are unacceptable. These features must remain constant in time in order to accurately predict consumption rates not only for the scrap itself, but also for other elements, such as ferroalloys, which are added to the molten steel. These are key factors for correct production planning. Qualified manufacturers purchase raw materials only from known and reliable sources and, if their quality system is certified to ISO 9000 standards, they are obliged to qualify their suppliers and monitor their performance on a regular basis. Proper control and qualification of the supply chain for raw materials is important. Now that the raw materials have been defined, where does the actual manufacturing process start?
Manufacturing Process
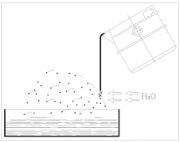
Steel scrap is melted in an electric arc furnace and poured into a ladle. The ladle is lifted and slowly tilted. As the molten steel flows out of the ladle and falls towards a cooling tank, it is struck in mid-air by a jet of water which breaks it up into drops. In the few fractions of a second before falling into the water, surface tension induces these drops to assume a spherical shape. The particles solidify while flying through the air and upon entering the water. This phase is called atomization or granulation. The chemical composition is monitored frequently because significant changes take place during this crucial phase of production. Elements such as ferroalloys must be quickly added in order to produce shot with good mechanical properties and to ensure compliance with specifications. For example, AMS 2431/1 defines limits for 5 elements: carbon, manganese, silicon, phosphorous and sulfur. Experienced producers know how steel reacts during melting and especially during atomization and will interpret their chemical analysis accordingly. A properly designed furnace and tapping unit will allow additions to be made both in the furnace and in the ladle. What comes out is a semi-finished shot, which must undergo further treatment and selection. Treatment is thermal (more commonly called heat treatment) and mechanical, while selection is by size, mass and shape. Let's take a closer look:
Heat treatments
a) quenching eliminates the larger crystalline microstructure which forms in the grains as a result of the very quick change of state from liquid to solid during atomization. This process gives a fine martensitic microstructure with fine, well-distributed carbides.
b) tempering determines the correct hardness range and also gives a microstructure of tempered martensite as defined by specifications.
Mechanical treatment
Conditioning eliminates grains with internal and superficial defects (hollows or cracks) by causing them to break up and thus allow their removal by sieving. Conditioning gives each grain a characteristic multi-facetted appearance and stabilizes hardness. It's required by most users' specifications.
Treatment by selection
a) size selection by sieving, depending on the type of shot needed and on the related specification.
b) mass selection eliminates hollow grains or grains with highly-irregular shapes. It also removes free particles of slag or oxides. This process ensures that shot has the appropriate kinetic energy for correct peening.
c) shape selection eliminates unacceptable shapes, as defined by AMS.
Control Plan
Manufacturers monitor their production by establishing a control plan, which is a program consisting of a series of process and product checks going from selection of raw materials all the way down to warehousing of finished product. Experience and technical considerations teach the manufacturer at what point of the production cycle each type of control must be carried out. A good control plan may include up to twelve or more separate checks and each must yield positive results before final quality approval is given. Product controls also require an adequate sampling plan which determines not only at what point of the production cycle samples should be taken, but also states how they are to be taken, with what frequency and verified according to what test methods.
Conclusion
We've seen how careful consideration of applications and specifications can help qualified manufacturers to determine the basic framework of their production cycles. Experience and technical developments fuel a constant drive to increase production yields while at the same time ensuring quality and continuous product improvement. Close cooperation and regular exchange of information between users and manufacturers is necessary to achieve these results.
For Information:
POMETON S.p.A.
Via Circonvallazione 62
30030 Maerne (Venezia), Italy
Tel: +39 (041) 290 3611
Fax: +39 (041) 641 624
E-mail: pomsteel@tin.it
www.pometon.com























