


E-Archive

Cover Page
in Vol. 4 - March Issue - Year 2003
Peen Forming Process Automation

Author: Dr.-Ing. (Ph.D.) Frank W

1/8 dome tank segment of Ariane 5 during shot peening treatment

Online logging of shot velocity
Online documentation of shot coverage


Laser beam welded fuselage shell (demonstrator) for Airbus A380
KSA - Kugelstrahlzentrum Aachen GmbH (Aachen Shot Peening Centre) – aims at establishing a new way of carrying out peening in the marketplace by moving away from the widespread trial and error approach, replacing it instead by really controlled shot peening with high-level process automation.
Controlled Shot Peening
Various applications have now been developed in Aachen to the point where they can be produced in series using controlled shot peening with process automation. This technology has its origins in Aachen Technical University, in particular the Institute for Metal Forming, and still draws on its potential and environment.
Well over 500 side shells for the Airbus A310, about 600 structural tank segments for Ariane 4 and over 250 tank bulkhead segments for Ariane 5 have been produced successfully with shot peening to date in Aachen. Shot peening is also used to form various extremely complex cone panels for the frame of the Ariane 5 power module and to support Airbus to re-shape laser-welded fuselage shells.
Despite the large number of applications, there has not been one case in KSA’s history where a component from series production has been rejected because of imperfect shot peening treatment. This indicates the quality and reliable performance of our controlled shot peening. Following successful qualification, the process runs on a controlled basis, is documented and can be reproduced exactly. Manual intervention in the production sequence of peening technology is neither possible nor necessary.
CNC-controlled Shot Peening Facilities and Models
For complete process control, 7-axis CNC-controlled/robot-aided shot peening facilities, special know-how of the process with regard to the normal distribution of shot beneath the nozzle as well as models for on-line logging, evaluation and documentation of all the parameters carried out on the component surface are used.
Therefore KSA is supposed to be the only company worldwide which can provide visual representation not only of the amount of shot used per second and its normal distribution but also of shot velocity directly beneath the nozzle and the degree of shot coverage on the surface of the component. This has finally put an end to trial and error approach in shot peening and has facilitated clear description of the influences on the material caused by forming.
A further innovation is that customers receive complete documentation for each component, which explains what happened on the component surface itself.
Application Ariane 5
The unique controlled shot peening process is outlined using the example of the current production of tank segments for the European rocket Ariane 5. This rocket has five spherically curved tank bulkheads, which are currently assembled from eight individual segments for technical reasons. All the tank segments are made from the aluminium alloy 2219 T37* / T87*, the thickness of the sheet in the field varying from 1.6 mm to 3.5 mm and widening in stages towards the edge up to a maximum of 6.4 mm.
The task is the precise and reproducible conversion of this integral component from the flat state in which it is delivered into the spherical contour R = 3004,6 mm ± 4 mm. Thereby, the maximum reduction of sheet thickness is 0,1 mm.
Depending on the thickness of the component, KSA uses shot of varying diameter (2 mm – 10 mm) and carries out various steps in sequence as well as concave peening with high peening pressure and through forging of the cross-section of the component.
Depending on the geometry of the component, the sequential steps of the process are: five basic treatments, three homogenisation steps, one convex and one concave step for treating the edge as well as final field correction steps.
In order to ensure high production standards for such components, a modern 7-axis CNC-controlled shot peen forming facility was put into operation in Aachen. This was originally a research and development facility with the aim of serving as a foundation stone for the development of a shot peening centre in Aachen.
The facility features a continuous compressed air peening system with a nozzle for shot of up to 4 mm in diameter as well as a combined injector-gravitation peening system for shot of up to 10 mm in diameter.
Control Units
The control units enable off-line programming on the basis of CAD data, on-line logging of all relevant process parameters as well as on-line documentation and evaluation with data output. Apart from providing conventional information such as the current axis position, peening pressure, the shot dosing or the velocity of the nozzle over the component, essential data for the forming process is logged on-line and presented in visual form on our peening facilities for the first time. This includes the number of registered particles per second and their normal distribution (= mass per surface) and, for the first time, shot velocity and shot coverage on the component surface itself as a function of the place and time of peening.
Process Automation
Each segment is accompanied by a forming programme, stored on disk/CD-ROM, on which all the forming steps and processing times are chronologically recorded. The production process takes place with full computer control, thus eliminating any errors in processing the component.
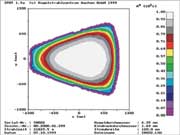
In order to determine the final field correction steps, the component is measured outside the peening chamber on a 3D measuring gage. The contour which was achieved is logged electronically using a measuring sensor and any deviations from the target contour are represented by contour lines with a similar deviation from the target contour R = 3004.6 mm. Then, the facility programs the necessary field correction steps - fully automatically.
On a new 7-axis CNC-controlled/robot-aided shot peening facility KSA integrated an optoelectronic 3D measuring system. Currently, KSA is working on qualifying production of double size ¼ dome segments using this second, highly modern shot peening facility. The ¼ dome segments are peened simultaneously from both sides using two articulated industrial robots, thereby considerably reducing run times and optimising the sequential steps of the process.
Customer Benefits
Controlled shot peening with process automation takes place on CNC-controlled shot peening facilities in a way which is controlled, documented and can be reproduced precisely. The new-generation peening facilities feature central control units, which facilitate off-line programming and on-line logging, evaluation and documentation of all the parameters essential for the peening process.
Each segment is accompanied by a forming programme. The production process is fully computer-controlled, thus eliminating any errors in processing the component. This ensures high quality, optimum process sequencing and reduced run times and costs.
Application Airbus A380
Customers like Airbus expect stable and automated processes with high process reliability and reproducible quality. Airbus Germany decided for automated shot peening to re-shape laser beam welded fuselage shells, at first for Airbus’ new flagship A380.
Summary
Controlled and automated peening processes have put an end to the trial and error approach to the shot peening process and facilitate clear description of the influences of forming on the material. Each processing step can be traced and identified at any time. Thus, the lack of clarity, which characterized the shot peening process, has given way to transparency, resulting in an industrial process which permits a breakdown of the individual steps.
Production and quality control are process-oriented and approved to DIN EN ISO 9001-2000 and EN 9100 certificates. KSA’s shot peening automation technology can, in principle, be applied to all peening processes on the market and can be transferred to surface hardening peening and other applications.
For Information:
KSA Kugelstrahlzentrum GmbH
Weststraße 24, 52074 Aachen, Germany
Tel. +49.241.87 97 95-1, Fax 87 97 95-9
E-mail: wuestefeld@kugelstrahlzentrum.de
www.kugelstrahlzentrum.de
For information concerning Airbus
application contact M. Andreas Kielies
at E-mail: andreas.kielies@airbus.com



























